중장비 기계는 현대 산업의 근본적인 요소입니다. 건설 및 인프라 개발에서 이 기계들은 필수적이며, 경제 성장을 촉진하는 핵심 요소 중 하나입니다. 도시화가 진행되면서 인프라의 수요가 증가하고, 이에 따라 중장비 기계의 필요성도 높아지고 있습니다.
...
2025-08-14 05:44
275

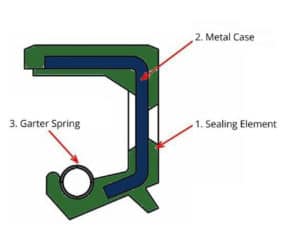 Oil seals normally consist of three basic components: the sealing element, the metal case, and garter spring.
Oil seals normally consist of three basic components: the sealing element, the metal case, and garter spring.