Understanding Tyre Types
...
2025-08-14 20:34
1239
Understanding Tyre Types
Essential Equipment for Efficient Cattle Farming
3. Financing Options Many agricultural machinery dealers offer financing options to ease the financial burden of significant purchases. Research loans and leasing options to find the best fit for your budget.
- Inspect Thoroughly Always conduct a thorough inspection of the truck. Look for signs of rust, check the condition of tires, brakes, and the engine. If possible, bring along a knowledgeable mechanic or friend to help assess the vehicle's condition.
The cultural significance of the square body chassis cannot be overstated. It has made its mark not only in the automotive world but also in popular culture. The square body can often be seen in movies, television shows, and even in music videos. Its rugged appearance has come to symbolize freedom and adventure, appealing to those with a passion for the great outdoors and off-road experiences.
At its core, a carburetor engine operates on the principle of mixing air and fuel to create a combustible mixture that powers the engine
. The carburetor itself is a mechanical device that regulates this mixture by utilizing the Venturi effect—where air flowing through a narrowing passage creates a drop in pressure, drawing fuel from the float chamber into the airstream. This mixture then enters the combustion chamber of the engine, where it is ignited by the spark plugs, producing the energy necessary to propel the vehicle.5. Cement Mixers
However, the adoption of tractors in rice farming is not without its challenges. The initial investment in tractors and equipment can be significant, posing a barrier for smallholder farmers. Additionally, there is a learning curve associated with operating these machines and conducting maintenance. Issues such as soil compaction and the environmental impact of fuel consumption must also be carefully managed to ensure sustainable farming practices.
Benefits of Utilizing SPVs
Conclusion
Oil seals, also known as oil lip seals, dirt seals, grease seals, shaft seals, or rotary seals, are used to fill the gaps between stationary and revolving parts of the equipment. They are designed to prevent the leakage of fluids from the machinery and inhibit contaminants from reaching these fluids. They contribute to the longevity and reliability of the equipment like engines and gearboxes in industrial equipment. This post discusses the importance of oil seals, the different types of materials that are used in the manufacturing of oil seals and many more.
When selecting industrial oil seals, it is essential to prioritize quality, durability, and compatibility with specific machinery and equipment. High-quality oil seals are designed to withstand the demanding conditions of industrial operation, providing reliable sealing solutions that contribute to the overall performance and safety of the machinery. Choosing reputable suppliers and manufacturers known for producing high-quality industrial oil seals is crucial to ensure the reliability and longevity of these critical components.
 If an iridium plug can last twice as long as a standard plug, the effective cost over time may not be as dramatic If an iridium plug can last twice as long as a standard plug, the effective cost over time may not be as dramaticiridium spark plugs price.
If an iridium plug can last twice as long as a standard plug, the effective cost over time may not be as dramatic If an iridium plug can last twice as long as a standard plug, the effective cost over time may not be as dramaticiridium spark plugs price.Of course, all rubber materials and seals will provide a range of benefits; however, you will need to consider chemical compatibility, sufficient temperature ranges, pressure ranges, and more.
Before you begin the installation process for any power transmission component, the first goal is making sure everything is clean and free of any material flaws such as nicks, burrs, scratches, dents, et cetera. Most of these components have very tight tolerances, so maintaining this accuracy is important in their performance.This is especially critical for oil seals because of their function.
 By creating a secure seal, it minimizes vibrations, which can cause wear and tear on the pump motor over time By creating a secure seal, it minimizes vibrations, which can cause wear and tear on the pump motor over timesump gasket seal. This not only prolongs the lifespan of the pump but also reduces the noise level during operation.
By creating a secure seal, it minimizes vibrations, which can cause wear and tear on the pump motor over time By creating a secure seal, it minimizes vibrations, which can cause wear and tear on the pump motor over timesump gasket seal. This not only prolongs the lifespan of the pump but also reduces the noise level during operation.If you are looking for the highest temperature resistant oil seals, Perfluoelastomer can go up to 600°F. If you are more concerned for low temperature, Chloroprene can go all the way down to 40°F, which is why it is used most commonly for refrigeration. And if FDA applications or medical devices are your primary concern, Butyl , the all petroleum compound, will be your best choice. As you can see, when choosing the right material to work with, you must analyze several other key components to help choose the right one.
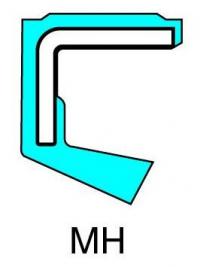
A typical oil seal consists of three common parts: an outer ring, the sealing element, and a spring. The exterior metal ring component provides strength and rigidity to the oil seal in the bore or recessed groove. Attached to that ring is the sealing element. This flexible interior component of the oil seal, the O-ring, prevents any fluid leaks between the shaft and housing. A spring ensures the constant pressure that deforms the O-ring, creating a reliable seal while maintaining radial force on the shaft.